天明
?乐乐乐、乐 难道不是吗?比如编程外形加工反了,用熊族模拟,软件模拟,还是vt模拟不的都是看见反的吗?
天明
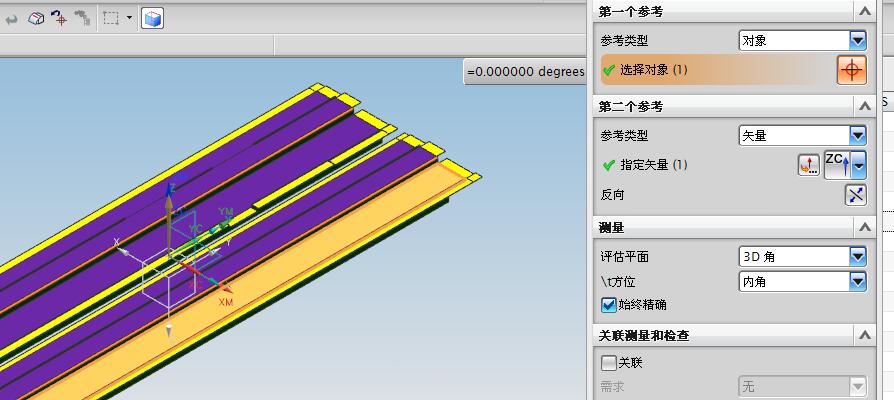
?冖 大师,像我一样。。45度过去,怎么样都不过切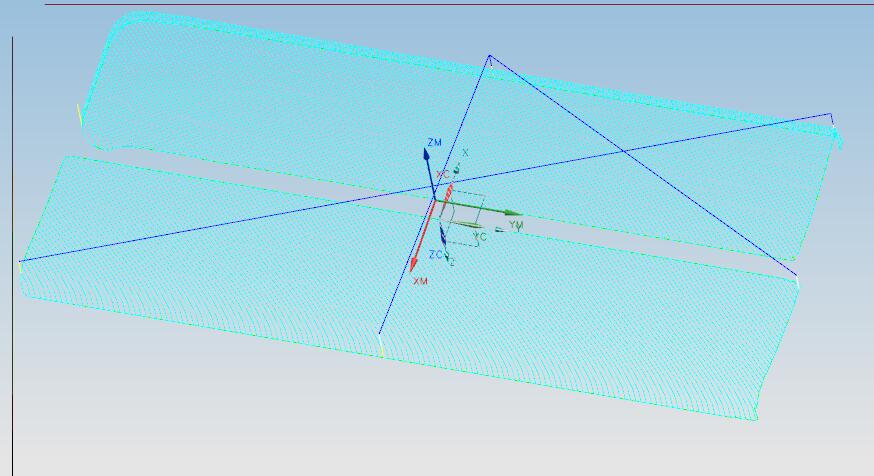
天明
?Mo_Q 提刀少,安全性高
天明
?坛中最帅的仔 ?坛中最帅的仔 软件是45度,我连角度都懒得改了
豆红
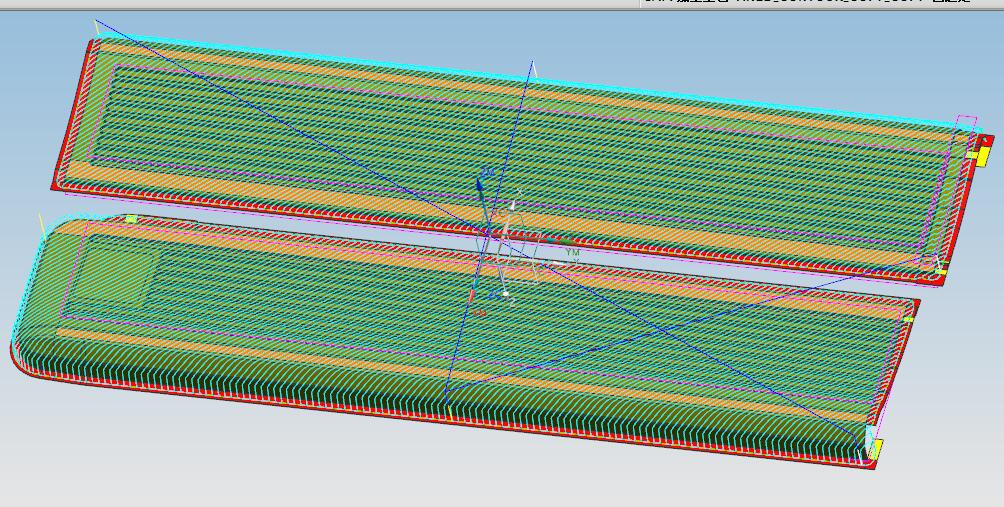
45度确实是很合适的,在背面不会出现太多稀疏刀路。
j.J
正反45度打交叉纹路
豆红
最佳登高对他不合适,陡峭位置需要大切削。
我以前习惯了用135一次再反向45回来。
天明
平面也45度
豆红
 不要用你的思维怀疑,我见过好多个这样做。做起来轻松方便。
不要用你的思维怀疑,我见过好多个这样做。做起来轻松方便。j.J
电木这样做效率高啊 跟动态加工一个道理 全部一刀过 天明
?红豆 ?红豆 :),我不会其他刀路啊,只会这个,想都不用想,45度直接过去
?乐乐乐、乐 ?乐乐乐、乐 不吊,比停机好
Q_oM
 都是高手
都是高手天明
?Mo_Q 我知道这样刀路不行的,但是编程不快的话,开机,后面的手工就没有活干了,所以老板不会说
Q_oM
?明天 老板流下了没技术的泪水
天明
?Mo_Q 我只会45光刀,像你们那么高的技术学不来 冖
后处理问题吗?螺旋铣孔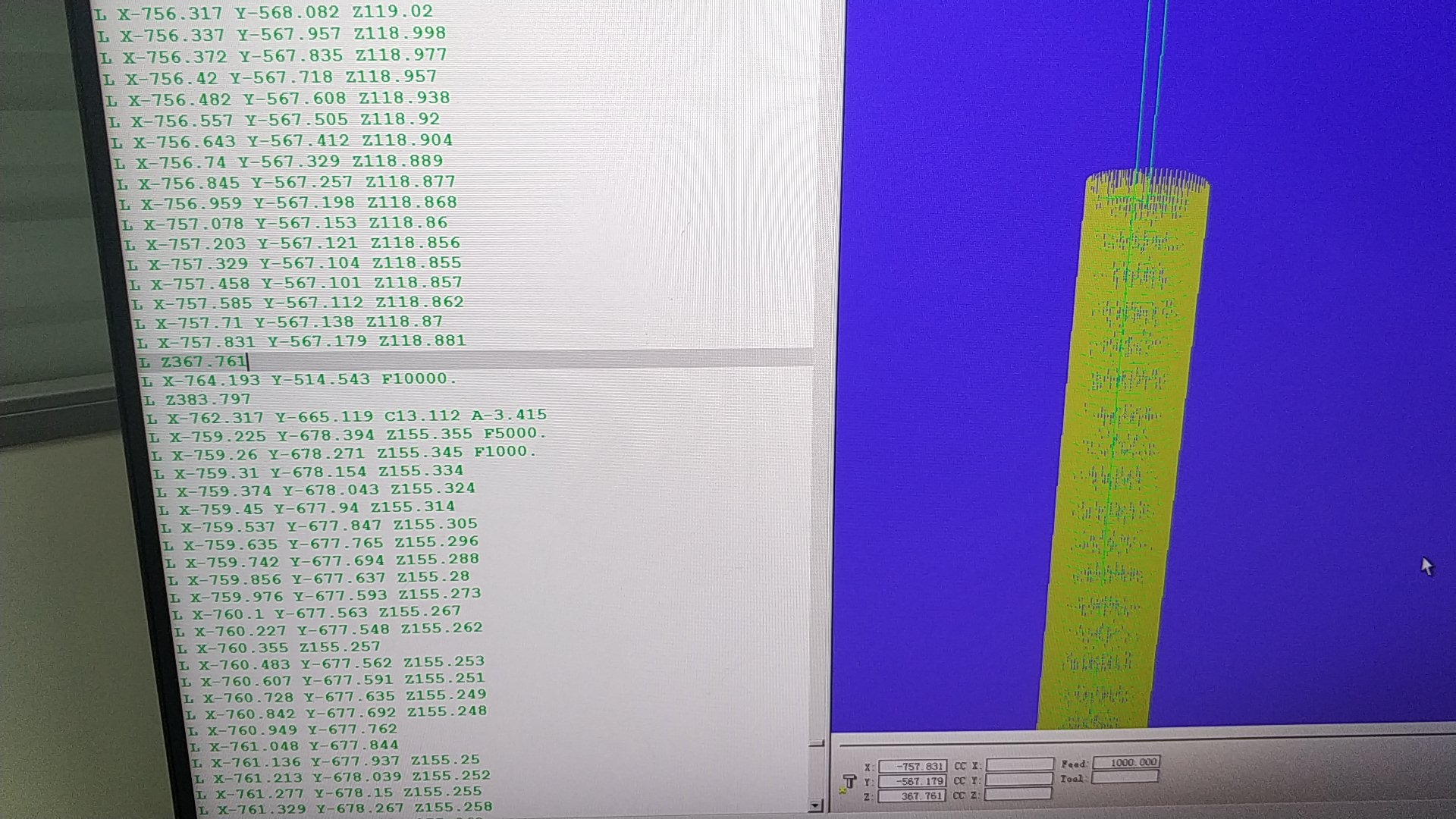
�T
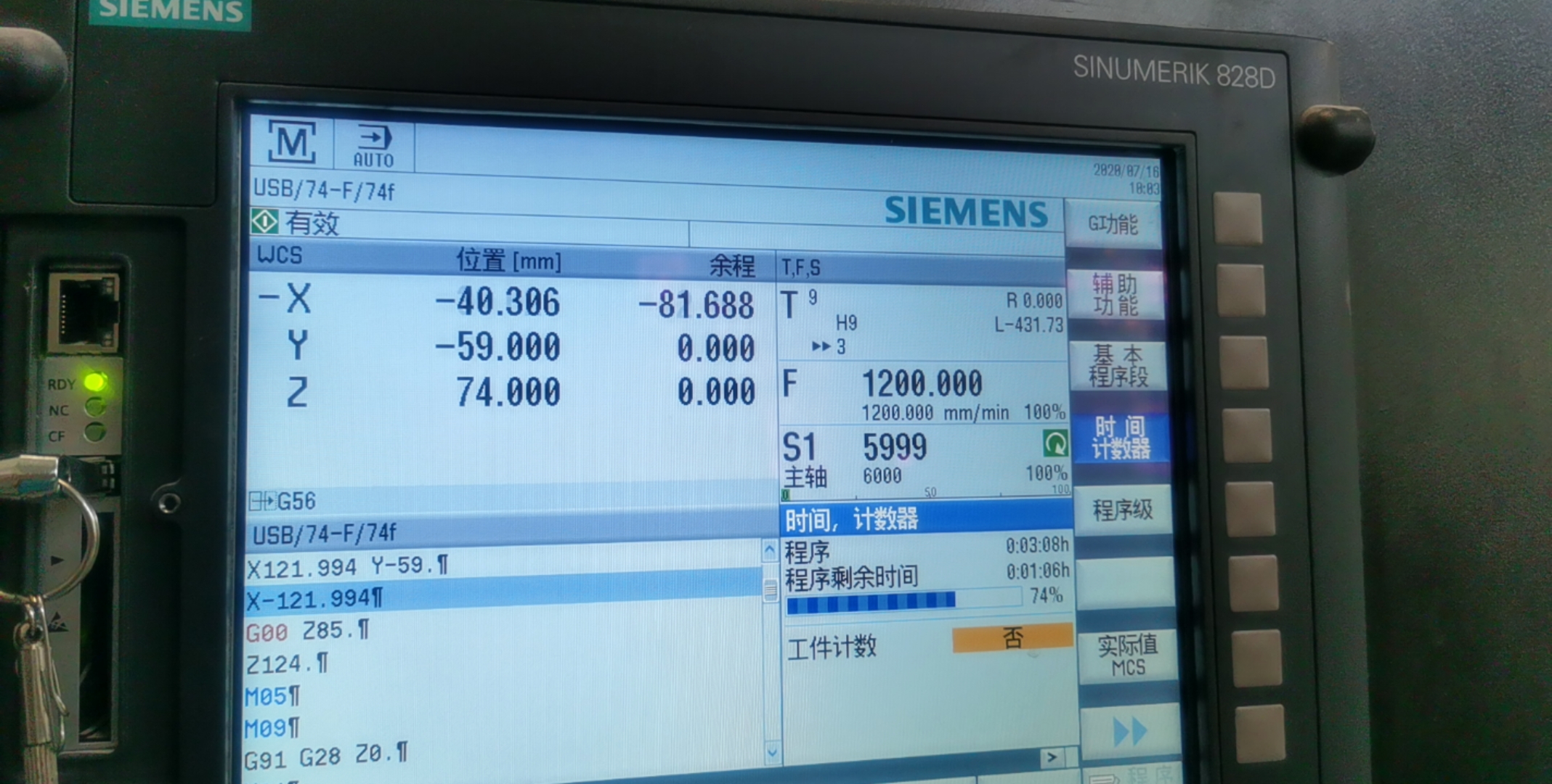 :)这个系统 攻丝用哪个代码
:)这个系统 攻丝用哪个代码天明.唠话.
?冖 大师你的什么机床 啊,怎么后处理显示这样的
冖.说传.
摆角度螺旋铣孔,提刀时 处理出来和刀轨不一样。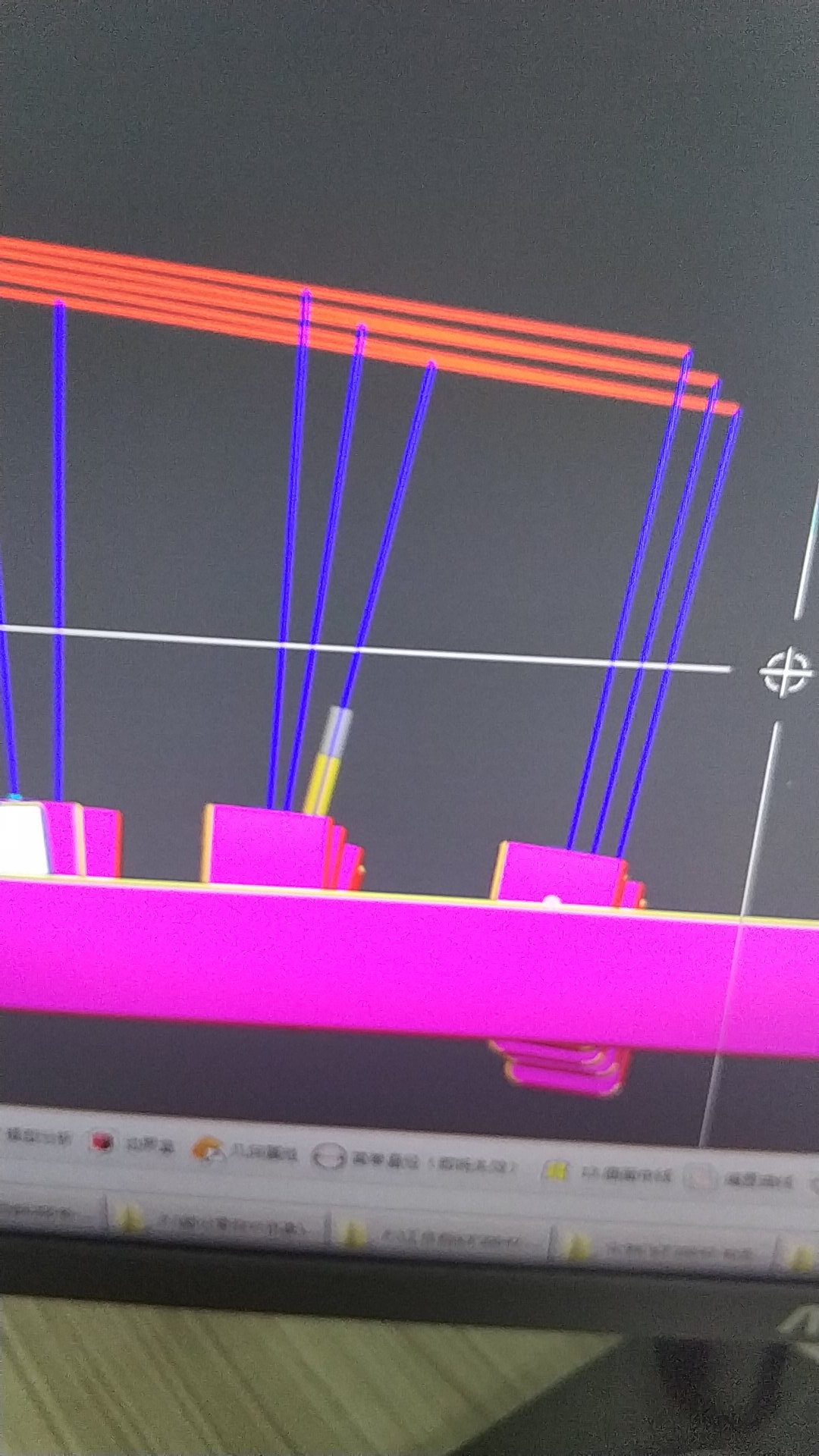 VT仿这里提刀过切。
VT仿这里提刀过切。 天明
我的话直接开粗,走轮廓 冖
 退刀有问题吧,摆了角度的话。
退刀有问题吧,摆了角度的话。冖
?Jsjejne 就是斜孔,用孔铣指令铣。
这是海德汉后处理 问题吗?
退刀应该斜起才对吧。
天明
?乐乐乐、乐
平面也 是直接45度过的,
乐、乐乐乐
发我发我
仔的帅最里群
编个攻丝的程序,后处理,选择siemens,不就好了吗?
俊
UG怎么在加工里面测量点坐标
?下谢谢了
别人出程序。现在想看下坐标对不。没法量点坐标
人花葬
CYCLE84 (40, 36, 2, , 30, , 3, 5, -> -&get;, 90, 200, 500)
天明
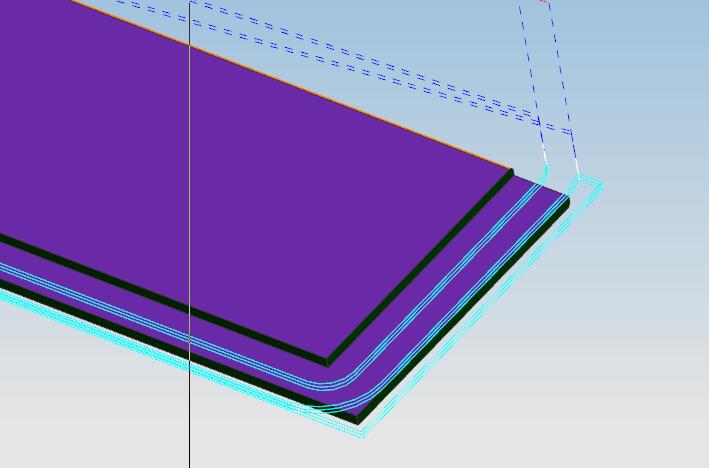
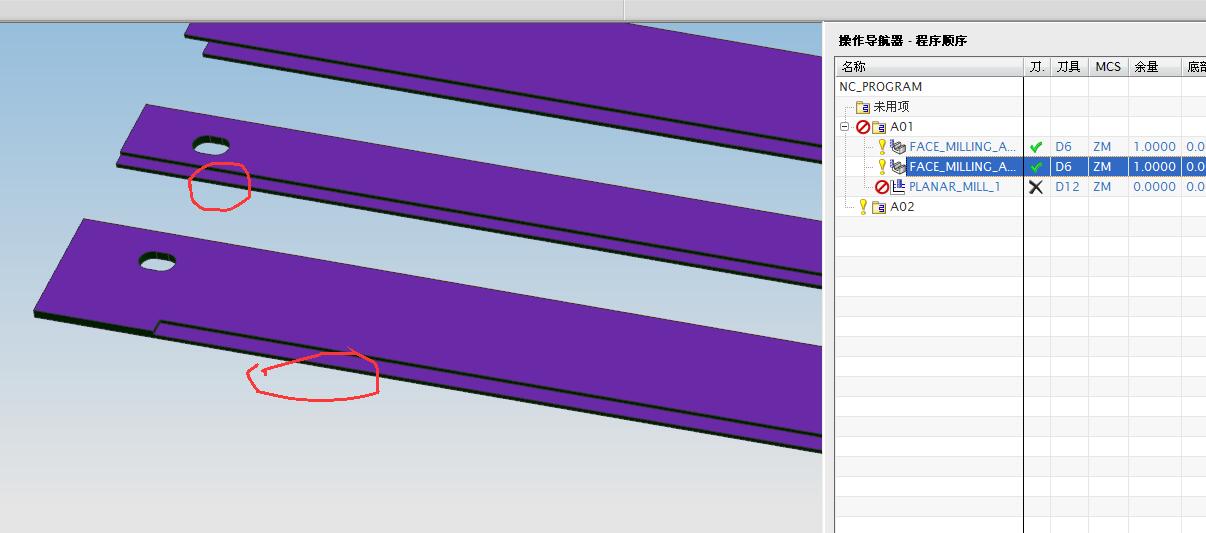 ?红豆 大师,这种台阶用扫面开粗它会把外边自动加大刀路吗?
?红豆 大师,这种台阶用扫面开粗它会把外边自动加大刀路吗?天明
 是啊,出来了。就是看着怪怪的,不像平时那种回字形状跑
是啊,出来了。就是看着怪怪的,不像平时那种回字形状跑天明
以前用mc,现在还是跟大师你们用的舒服,刀路想干哪里选面跑哪里】,,可惜没有早点学习来用
冖
后处理不行,改下就解决。
我把快速移动改成只能分别走xy 或者 z 不能同时
退刀是快速果然出问题
冖
 不改后处理,改ug进给里全部G1退刀也用G1
不改后处理,改ug进给里全部G1退刀也用G1
刚进刀快速还是G0 .先xy 后Z 不走斜线。。摆头5轴危险,用在摇篮的这样退刀就没问题豆红
摇篮和摆头是两种格式后处理,,虽然可以通用但有很大安全隐患。
冖
摆头 摆了后退刀 要斜线跟着。。
常规一般退刀 是直接提Z 在xy 摇篮就没事。
常规快速进刀先xy 在Z
?乐乐乐、乐 进刀不容易
进刀不要3轴动斜线危险









 不要用你的思维怀疑,我见过好多个这样做。做起来轻松方便。
不要用你的思维怀疑,我见过好多个这样做。做起来轻松方便。