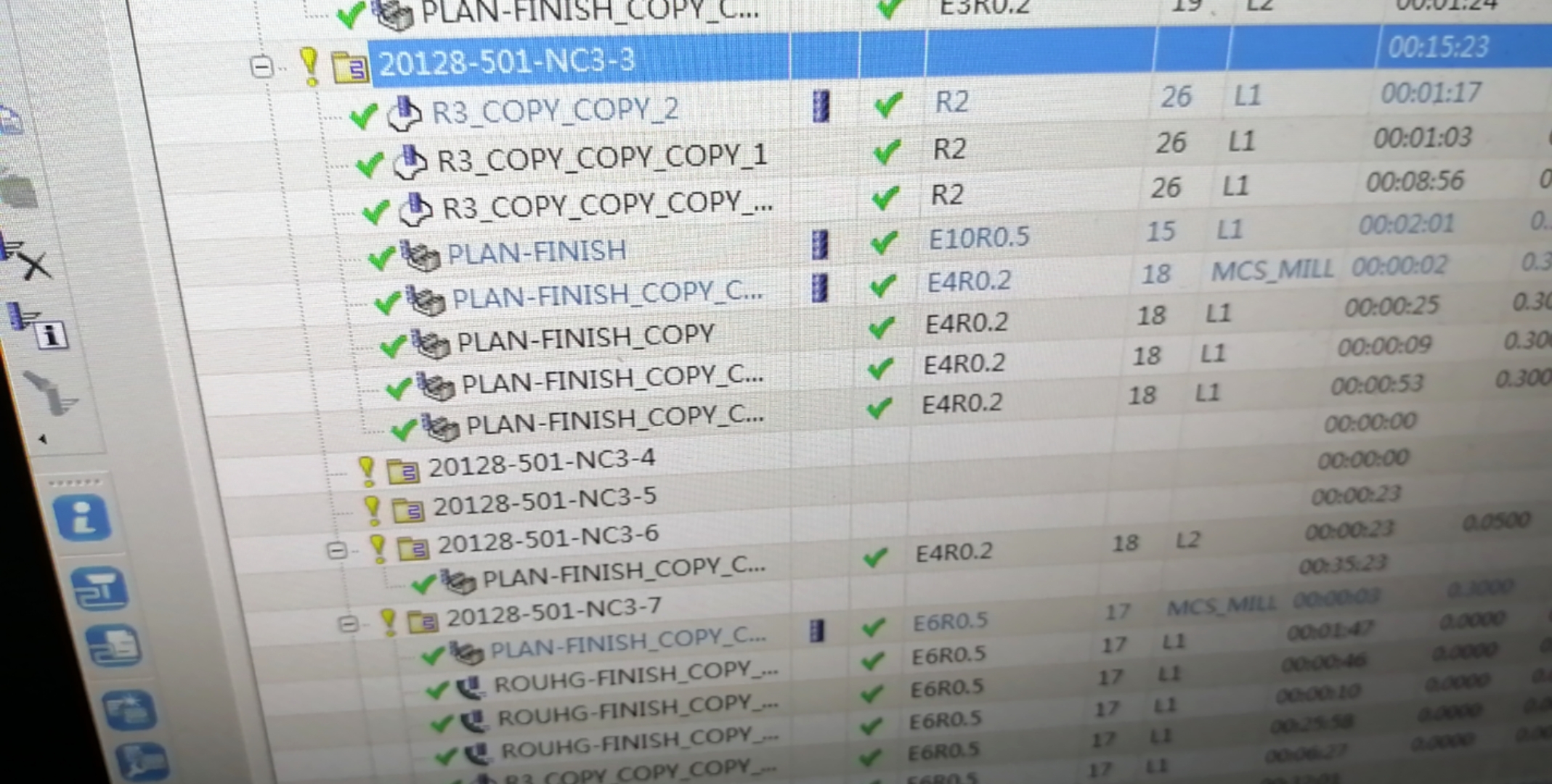
大家早上好。昨天没有及时回复。抱歉如图,我后处理R2刀具,这把刀加工的中途又去对刀了,我本意是希望换不同刀具再去对刀检测,目前换不同刀具,没有问题。换不同刀具,之前先检测当前刀具是ok
需要大家帮忙给一个判断语句,在刀轨结束这里,进行判断,相同刀号一起,多条程式加工完再进行后面检测等动作,
拜托大家了
你这是利用机内对刀系统,应该在每个操作之前,同刀或者不同刀都必须输出。
是的
目前是要求不同刀具加工完要去检测一次刀具
而我遇到的问题是相同刀具加工中会去对刀检测,要解决这个问题。
这个我测试过,因为测刀后只是把长度对出来,系统需要在执行一次当前的换刀动作,才能做比较。初次没问题。但是中途输出的指令是现在需要加工的换刀指令,而不是加工完的 这是正确格式。如果构造器把指令加换刀之前,出现的是下一一个刀具
这是正确格式。如果构造器把指令加换刀之前,出现的是下一一个刀具 这是错误格式就是因为多了一个这个再次呼叫当前已加工刀换刀,这个后处理做起来就比较麻烦。帮忙看下出一个判断相同刀号多条程式不进行中途对刀,就好了。
这是错误格式就是因为多了一个这个再次呼叫当前已加工刀换刀,这个后处理做起来就比较麻烦。帮忙看下出一个判断相同刀号多条程式不进行中途对刀,就好了。 
三兆机电/铭控智能专业研发,生产:
“劲速”三轴,四轴,五轴精雕机,CNC,钻攻机等设备,精度高,稳定性好,
广泛用于各类型材料(碳纤板,玻纤板,合成石,电木板,铜材,铝材等)的雕,铣,钻加工。
十年品质!操作简单!售后完善!免费打样试机!
卢经理 13724045001(微信同号)
黄经理 18126093231(深圳分公司)
三兆机电/铭控智能专业研发,生产:
“劲速”三轴,四轴,五轴精雕机,CNC,钻攻机等设备,精度高,稳定性好,
广泛用于各类型材料(碳纤板,玻纤板,合成石,电木板,铜材,铝材等)的雕,铣,钻加工。
十年品质!操作简单!售后完善!免费打样试机!
卢经理 13724045001(微信同号)
黄经理 18126093231(深圳分公司)
相关问题
------分隔线----------------------------